


- 版权所有粤ICP备10221094号-2
- 广东省东莞市长安镇沙头社区永信工业园A座2楼
- 联系我们: 0769-81668522 /传真:0769-81668522-808
- 本站主要生产的产品分为:磁性辊筒,柔性刀片,模切底辊,移动式裁切刀,印刷辊筒,印刷辊筒轴,雕刻圆刀等标签轮转模切产品,配件!
| 磁性辊筒、柔性刀片、模切底辊、移动式裁切刀、印刷辊筒、印刷辊筒轴、雕刻刀 |
联系方式
东莞市宏昌荣机械有限公司
地址:广东省东莞市长安镇沙头永信工业园A栋2楼
电 话:0769-81668522-803/603
传真:0769-81668522-808/608
邮 编:523861
Email:hcr@dghcr.com
常见问题
磁性辊和柔性刀片的一些问题常识
主要利用磁场原理制作而成,将单个永磁磁块和铁片按磁极性排列,镶嵌在45#钢、不锈钢或其他的辊体的辊基体的槽内,由于优异的极性分布使产生很强的磁场和永磁力,有些比较小的齿数在90齿以下的都有超强磁块镶嵌入在辊体内,利用磁场吸力把吸附在辊体表面。进行模切以达到理想的效果。
的两边枕肩全真空处理的硬度达到60-62度。进行渗碳硬化处理之后可延长其使用寿命。由于用做贴的辊,所以对其加工精度要求比较高,宏昌荣公司做的要求同心度误差在±2μm到±5μm(微米)之内 。辊肩和辊体表面间距是一个很重要的参数,要根据产品情况,主要是模切的材料厚度来确定,欧洲用得比较多标准的是0.48mm。
模切刀版()利用化学腐蚀法和机械雕刻法制作而成。首先采用化学腐蚀法。将利用计算机排版后的模切刀版的凹陷部位腐蚀到一定深度,在此基础上再利用CNC加工中心对模切刀版进行机械加工,随后根据要求进行后工序处理刀锋和表面,另刀片的寿命增加,如镀镍。镀铬、渗碳和激光处理等。
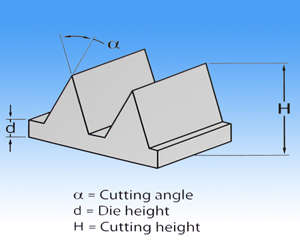
模切刀版的基本参数主要有3个:模切角度a、刀高h和底板厚度d。模切角度a的选择范围为30°一120°,(根据所模切材料不同会有所变化)一般来说,如果所模切的材料为纸张类,模切刀版应选取较大的模切角度;如果所加工的模切刀版用来模切薄膜类材料和复合材料,则应选取较小的模切角度a刀高h的选择范围在0.30—1.50mm之间,具体刀高要根据模切材料的厚度来确定,在欧洲0.44mm的刀高用得比较多。底板厚度s由刀高h确定,在刀高为0.44mm的情况下。底板厚度d一般在0.12—0.14mm之间。标准高度:0.44mm(辊肩高度为0.48mm)。
模切刀版根据加工工艺可分为通用型、加强型(硬化处理)和激光(制造)型,利用激光制作的模切刀版的刀线硬度最大可达到洛氏硬度67—68(HRC67—68)。
影响模切刀具使用寿命的因素有很多,如模切压力、材料类型、纹理、模切要求(半切透还是全切透)、油墨、机器调试状况和操作人员等。所以很难给出一个确切的数值。通用型模切刀版的使用寿命在半切透状况下一般为20万一50万转,加强型模切刀版的使用寿命要比通用型模切刀版长40%一50%,激光(制造)型模切刀版的使用寿命要比通用型模切刀版长80%一100%。
模切刀具按工作原理可分压切方式和剪切方式两种。采用压切式模切时,刀刃切透加工材料后直接与光滑的底辊或底板相接触,而剪切式模切刀具则是利用两把刀刃把被加工材料剪断。磁性模切大多采用压切方式,而且制作周期也较短。宏昌荣机械有限公司交期一般是7到10个工作日,最快一个星期就可以完成。
上一条:宏昌荣公司放假时间2014 下一条:模切不干胶排废边断裂情况